ПЭА???

ПЭА - Пневмо-Энерго Аудит
При выборе компрессора многие ориентируются на мощность ведущего двигателя, черпая сведения о ней в каталоге производителей компрессорной техники. Но важно помнить, что многие производители не догружают или перегружают двигатели, современные модели которых допускают нормальную перегрузку до 30% без каких-либо последствий для их работоспособности. Поэтому очень ВАЖНО для правильного сравнения принимать во внимание этот момент, а также других потребителей энергии, которые есть на борту компрессора:
- контроллер (или бортовой компьютер);
- трансформатор питания;
- инвертер (если компрессор с частотным приводом);
- вентилятор(ы) охлаждения радиаторов;
- вентилятор(ы) силового шкафа;
- встроенный холодоосушитель;
- конденсатоотводчики;
- датчики;
- ТЭНы
- другие возможные потребители энергии.
В европейских странах основным критерием выбора компрессорного оборудования является - СПЕЦИФИЧЕСКАЯ МОЩНОСТЬ КОМПРЕССОРА.
Эта характеристика показывает, сколько затратит компрессорная установка кВт*ч электроэнергии для сжатия 1 м3 воздуха за 1 мин до давления например в 7 бар. Эти данные передовые производители компрессоров не скрывают и по запросу Покупателя их предоставляют.
Но большинство производителей (сборщиков) не дают такие цифры, так необходимые для равнозначного сравнения компрессоров.
Для того, чтобы исправить эту ситуацию наша компания может провести исследования измерительным комплексом, который позволяет измерить полную потребляемую мощность на терминале силового шкафа компрессорной установки (и любой другой электрической установки). Данные снимаются непрерывно с любой периодичностью и аккумулируюся в записывающее устройство, из которого потом их можно перенести в Excel и обрабатывать по необходимости. По этим данным можно увидеть, сколько потребляет весь компрессор при холостом ходе и в нагрузке. Также эти данные можно использовать для сравнения затрат на энергопотребление различных компрессоров
Фактически мы предлагаем энергоаудит любой электрической установки. Теперь Вы сможете точно предварительно оценить предстоящие затраты на производство сжатого воздуха для Вашего предприятия, даже несмотря на первоначальное отсутствие этих данных от Поставщика.
Цели проводимого анализа пневмоаудита:
Исключить ошибки при подборе структуры компрессорной станции в срезе возможных ошибок в регулировании производительности и выбор наиболее энергоэффективного состава компрессорной станции, которая будет полностью закрывать потребности предприятия в сжатом воздухе.
Многие предприятия в настоящее время, модернизируя своё производство и приобретая высокотехнологичное-дорогостоящее оборудование, сокращая в связи с этим экономически невыгодные устаревшие технологии, зачастую сталкиваются с вопросом реального потребления сжатого воздуха на производстве. Производить капитальный ремонт нерентабельного старого оборудования? Устанавливать новое? Какое, с какими параметрами? На все эти и другие вопросы Вам помогут ответить специалисты ООО «ПромТехТрейд».
Пневмоаудит - это комплексное обследование пневмохозяйства предприятия, позволяющее определить ресурс оборудования, состояние трубопроводов, потери при транспортировке к потребителям и от утечек. Результатом аудита является предложение по оптимизации пневмохозяйства (возможной его децентрализации либо реконструкции существующей компрессорной станции), ремонту либо перекладке трубопроводов, разделению сжатого воздуха по качеству.
Задачи, которые ставит ООО «ПромТехТрейд» - это прежде всего предложить грамотное и экономически выгодное решение, позволяющее обеспечить предприятия сжатым воздухом с наименьшими капитальными и текущими затратами.
ООО «ПромТехТрейд» предлагает Вам провести исследование пневмосистемы и разработать новую энергоэффективную систему обеспечения производства сжатым воздухом. Основными показателями, характеризующими работу компрессорной станции, являются её производительность и удельный расход электроэнергии, которые довольно часто не соответствуют паспортным данным. Объемные потери, связанные с утечкой сжатого воздуха из пневмосети, являются обычно причиной наибольших потерь энергии. Для выявления причин, вызывающих это расхождение, необходимо проанализировать состояние пневмосистемы.
В основе метода анализа существующей пневмосистемы лежит запатентованная высокоточная установка ADA (Air Demand System) производства KAESER KOMPRESSOREN (Германия), которая позволяет определить динамику потребления сжатого воздуха с точностью до 5 секунд, пиковые нагрузки, падение давления и оценить уровень потерь сжатого воздуха. Данная установка измеряет поток воздуха в м3/мин, проходящий через неё методом Бернулли (по разности давлений до и после статического датчика, размещаемого в измерительной трубе). Данный метод является наиболее точным промышленным методом измерений потока воздуха, дающий погрешность всего 3-5%, по сравнению с динамическим методом (датчик-турбинка, врезаемый в пневмопровод), который дает погрешность в 20-30%.
Только статический метод измерения потока воздуха применяется в коммерческих системах учета сжатого воздуха и газов!
На основе результатов измерений, создаётся схема обеспечения предприятия сжатым воздухом и проектируется несколько вариантов компрессорной станции, которая отвечает следующим требованиям:
-
необходимое рабочее давление и производительность;
-
качество сжатого воздуха;
-
минимизация инвестиций;
-
максимальная экономия электроэнергии;
-
минимальные затраты на техническое обслуживание в процессе эксплуатации.
Измерения можно проводить до и после ресивера. Если измерения проводятся до ресивера, то мы измеряем только производительность компрессорной станции, если после ресивера, то мы измеряем потребление воздуха всеми потребителями, которые находятся после компрессорной станции.
Внимание: пневмоаудит проводится несколькими диаметрами труб для разных производительностей систем. См. таблицу ниже
|
Замеры рабочих параметров пневмосистемы 3,6-18 м3/мин (DN50) |
Замеры рабочих параметров пневмосистемы 10-49 м3/мин (DN80) |
Замеры рабочих параметров пневмосистемы 16,4-82 м3/мин (DN100) |
Пневмоаудит рекомендуется проводить не менее 10 рабочих суток предприятия, чтобы получить полную картину возможных пиков разборов сжатого воздуха из пневмосети, т.е. максимально достоверную картину разбора воздуха на предприятии.
Система ADA - прибор для измерения реального расхода сжатого воздуха (ADA 20)

Прибор состоит из:
-
Измерительная труба
-
Сенсоры
-
Распределительный шкаф
В трубу для измерения потока воздуха, вмонтированы:
-
Зонд потока Бернулли
-
Датчик давления
-
Датчик температуры, (0-100)°С
В зависимости от производительности и давления измеряемой установки/станции выбирают необходимую измерительную трубу по таблицам, согласно DIN 1343.
 Распределительный шкаф состоит из:
Распределительный шкаф состоит из:
-
Электрический измерительный преобразователь для разности давления - (1)
-
Сетевой блок питания 230 В / 50 Гц / 1 Ф - (2) (с электропитанием для подключенных зондов)
-
Приемник сигнала ADA 10/2 - (3)

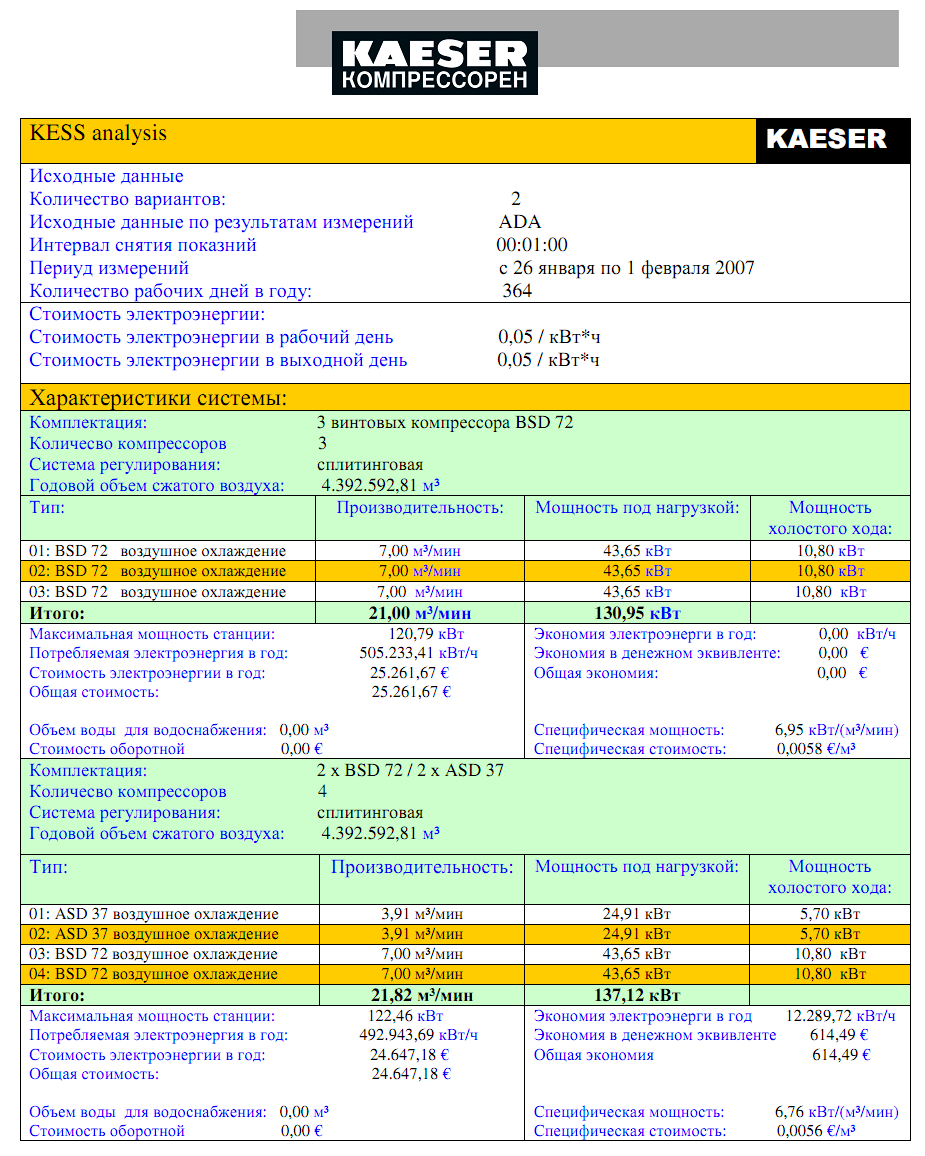
Анализ осуществляется при помощи программы KESS (лицензионного программного обеспечения KAESER ENERGY SAVING SYSTEM), которая пересчитывает все учтенные эксплуатационные данные в нормальные кубические метры в минуту, согласно DIN 1343. Полученные данные визуализируются в виде понятных пользователю диаграмм и графиков, по системе координат (X-Y). Х-ось - время (часы, сутки), Y-ось - расход и давление. Это позволяет с большой точностью определить параметры компрессорной станции, исключая избыток или недостаток мощностей по сжатому воздуху.
Примеры проведения пневмоаудитов в Пермском крае:
-
ОАО «Пермский мясокомбинат»
-
ООО «Краснокамский завод металлических сеток»
-
ООО ТД «Пермские обои»
-
ООО «Финпак-Упаковка»
-
ОАО «Галополимер-Пермь»
-
ООО «Пермский картон»
-
ООО «Стройдеталь №6»
-
ООО «КУБ-Стройкомплекс»
-
ОАО «Уралалко»
-
ОАО «ПНППК» - 5 точек
-
ООО «Редуктор-ПМ» - 3 точки
-
ОАО Суксунский оптико-механический завод
Ваше предприятие – следующее?
 Было
Было Подготовка к монтажу измерительной трубы
Подготовка к монтажу измерительной трубы Перед монтажом
Перед монтажом Труба готова
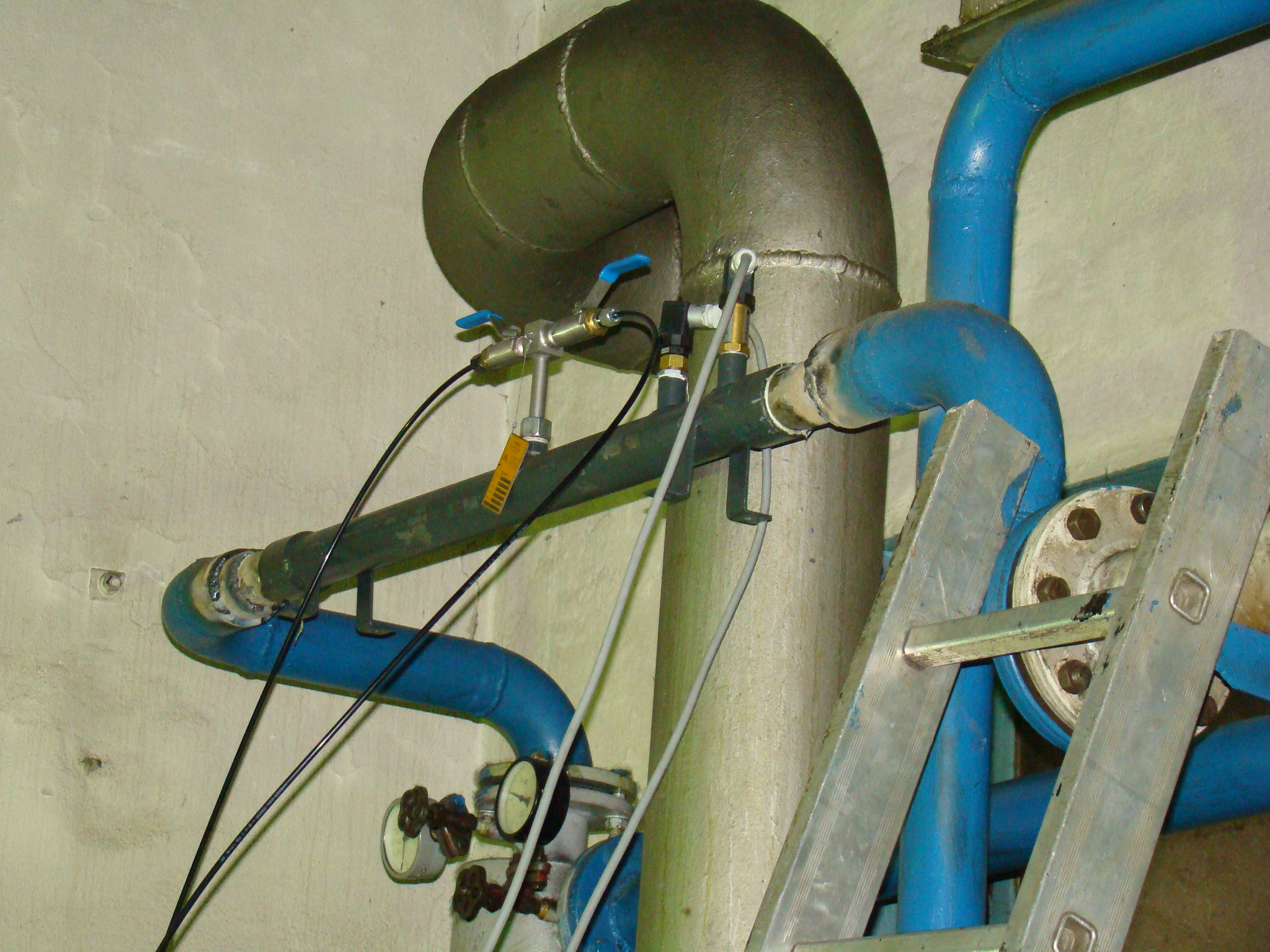
Труба готова Подготовка измерений
Подготовка измерений Процесс энергоаудита
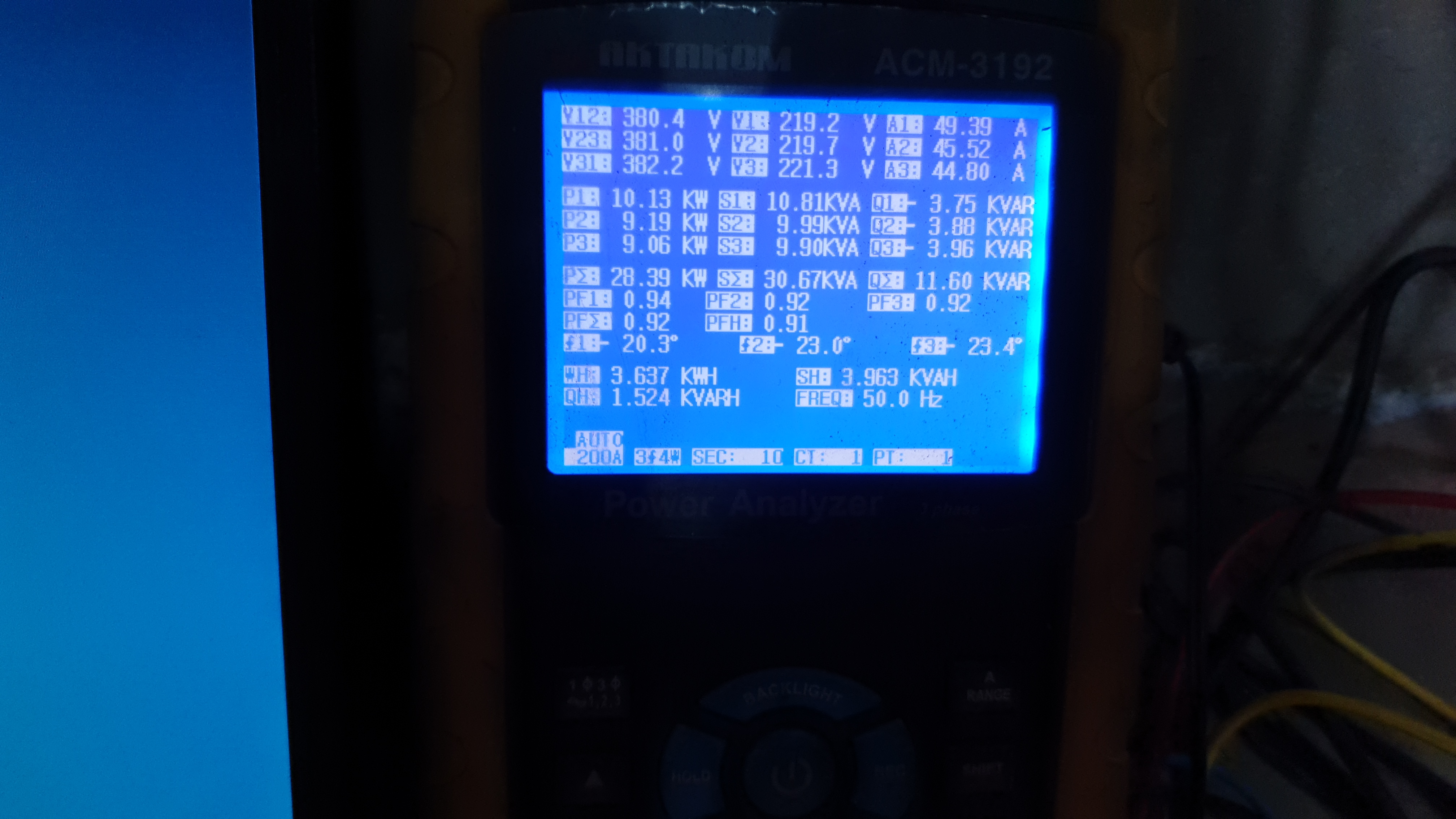
Процесс энергоаудита Измерение полной мощности отечественного компрессора 22 кВт
Измерение полной мощности отечественного компрессора 22 кВт Стало
Стало Стало
Стало Стало
Стало









_______________________________________________________________________________________






_______________________________________________________________________________________






_______________________________________________________________________________________







_______________________________________________________________________________________



_______________________________________________________________________________________